


Download - NORM GOST (RUS - ГОСТ 2679)
Product standard produced pinholes in pdf (size 500kb)



Fewer burrs - Better cut finishes - Lower cost per cut - Higher cutting precision -available in a range of coatings - THE TOOL CAN BE REGROUND MANY TIMES
appropriate safety equipment.
DMo5 - DIN 1.3343 - JIS SKH51 - M2 High speed TUNGSTEN MOLYBDENUM STEEL. It is strongly alloyed high speed steel containing wolfram, vanadium and molybdenum. Circular saws have both very good mechanical characteristics and excelent strength for these alloying elements. Fine structure of martensite, its formation is ensured by 5% molybdenum content, makes the blades resistant from disruption and fatigue of material. Wolfram content not only forms extremely hard carbides and improves blade strength, but above all keeps material grain growth off. Moreover increases the resistant to attritions, especially during big cutting temperatures. Analogous to above mentioned elements vanadium takes part in improvement of mechanichal characteristics as well. It makes fine grains, participates in rise of hard carbides and increases the instrument resistant to attritions. For high performance saw blades. Hardened and tempered to 64 +/- 1
EMo5Co5 - DIN 1.3243 - J1S SKH55 - M35 TUNGSTEN MOLYBDENUM COBALT bearing steel. It is strongly alloyed high speed steel with content of wolfram, molybdenum and cobalt. From the HSS/Dmo5 steel mentioned above differs by 5% cobalt content which keeps material grain growth off during high cutting temperatures and improves cutting operation. These characteristics are prerequisite for efficient cutting of hard materials as are stainless steels or steel of big strength. Special high performance saw blades. Hardened and tempered to 65 +/- 1




| Materials | Cooling liquids |
Cutting speed
Vc = m/min |
Feed per tooth
fz = mm/Z |
| Steel up to 500 N/mm² | Emulsion 1:20 | 100 - 80 | 0,010 - 0,030 |
| Steel up to 800 N/mm² | Emulsion 1:15 | 50 - 90 | 0,007 - 0,025 |
| Steel up to 1300 N/mm² | Emulsion 1:12 | 30 - 50 | 0,005 - 0,020 |
| Stainless steels | Emulsion 1:10 | 30 - 70 | 0,005 - 0,015 |
| Alloyed tool steels | Emulsion 1:10 | 15 - 40 | 0,005 - 0,012 |
| Titanium alloys | Cutting oil | 35 - 55 | 0,003 - 0,008 |
| Cast irons | Dry cutting | 30 - 90 | 0,005 - 0,010 |
| Copper | Emulsion or spray cooling | 200 - 500 | 0,020 - 0,040 |
| Brass | Emulsion or spray cooling | 300 - 500 | 0,010 - 0,040 |
| Aluminium | Emulsion or spray cooling | 400 - 2000 | 0,010 - 0,040 |
The data recommended in this table are intended only as a guide.

VAPO is a controlled oxidation process produces a layer of iron oxide (Fe3O4) on the surface of a saw blade. It is a surface modification by CO2 oxidation when made circular saws are once more let to tempering in overheated steam in cca 550°C. Thus is created extremely fine surface layer with hardness 900 HV. Because of stress release circular saws improved by this modification get a better elasticity which avoid their possible break. Microporosity arised on surface enables better coolant water distribution. This increases its self-lubricating capability and greatly improves its resistance to pick-up. Slipslide is a very low cost surface treatment suitable for most general cutting work. But exception is cutting of alumunium, copper, brass and their alloys. Technical characteristics: Surface Hardness: 900 HV; Coefficient of friction : 0.65;
Circular saws coated by TiN (titanium-nitride) reach very high surface microhardness which enables their using for separation of material of high mechanical tenacity. It is very suitable for cutting medium-alloyed and hard steel. The coat characteristics enable to heighten circumferential speed and feed rate nearly by 50 % and it very shortens the time of working cycles. This coating with a titanium base 3 microns thick obtained at a process temperature of approximately 490°C. It guarantees a friction coefficient of 0,47 and an oxidation temperature of 640°C. The hardness of the coated layer reaches 2.480 Vickers (HV 0,05). Its low thermal conductivity provides a reliable heat shield for the sublayer. It is a coating suitable for cutting low alloy steel and must always be used with plenty of lubrication. It is not suitable for cutting copper, brass or bronze.
This coating is suitable for separation of materials of high strenght in traction, stainless steels and material with resistant to attritions, as are cast iron and brass. Its excellent characteristic is resistance in high work temperatures that is why it is suitable for use in dry cuts or in cuts with insufficient cooling. Moreover, it is very suitable for high circumferential speed. This multilayer coating is 3 microns thick. The plasma is obtained from the fusion of a titanium/aluminium cathode. The addition of an inert gas during the process and the energy with which the molecules are loaded allow the surface to be bombarded, thereby obtaining excellent coating properties that guarantee high thermal resistance to the sublayer; it has an oxidation temperature of 800°C resulting in a surface hardness of 3.400 Vickers (HV 0,05). The friction coefficient is 0,45 and allows circular saws to be used with excellent results even in conditions of limited or minimal lubrication and misting. It is particularly suited to high alloy steels of up to 1100 N/mm2, cutting cast iron, stainless steel and all materials that develop considerable heat.

PVD coating with very low coefficient friction on steel. It enables to reach very clear cuts and avoid cool surfacing even in high circumferential cutting speed and shifts in such materials as are very hard steels, copper and brass, its cutting often create cool surfacing. It enables to heighten circumferential speed and feed speed nearly by 100 % in face of parameters for blank circular saws

Very low friction coefficient makes circular saw baldes with GRAYSKIN coating very suitable for cutting materials which have strong tendency for being stuck on tool sides, it means brass, copper and alluminium alloys. The possibility of coating tools in stronger layers from 2,5 microns thick up to the thickness 7"m is its next advantage. It is made by means of a plasma of titanium and carbon that increases the hardness to 3.000 Vickers (HV 0,05). The friction coefficient 0,22 is very low due to the high carbon content. This makes it very suitable for cutting highly abrasive materials such as stainless steel and medium alloyed steels with a hardness of up to 800 N/mm2. The low friction coefficient considerably reduces chipping at the cutting edge and the disc sidewall. This coating has an oxidation temperature of 400°C and should always be used with plenty of lubrication during the cutting process.

Circular saws GSP come standard with the following geometries, suitable for cutting steel and its alloys.
 |
 |
 |
|
Tooth shape A
is normally used on fine toothing (< T3) for applications such as brass alloy cutting, jewellery and screw slotting. |
Tooth shape B
is normally used for thin-walled pipes and the cutting of structural shapes, especially where chip removal is not an issue. |
Tooth shape AW
,
unlike type A, is alternately bevelled, thus optimizing chip shredding. It is particularly suitable for precision cutting. |
 |
 |
 |
 |
|
Tooth shape BW
is primarily used for cutting pipes and sections. The tooth is alternately bevelled at 45?, breaks the chip in two and guarantees good chip evacuation. |
Tooth shape C
is used for solid sections or very thick pipes. The chip is shredded into three parts due to the presence of both a finishing tooth without chamfer and a pre-cutting tooth (longer than 0.25 mm) with two chamfers on each side. |
Tooth shape BR
has been successfully introduced for cutting pipes. It has double the number of cutting edges and guarantees a higher number of cuts and a better finish to the section. It also improves tool durability by about 20% because it reduces the removed section per each single sharpening. |
Tooth shape VP
variable pitch, is used to cut very irregular sections which cause severe vibration and noise. It guarantees softer contact and offers a good compromise between cut duration and reduced vibration. |
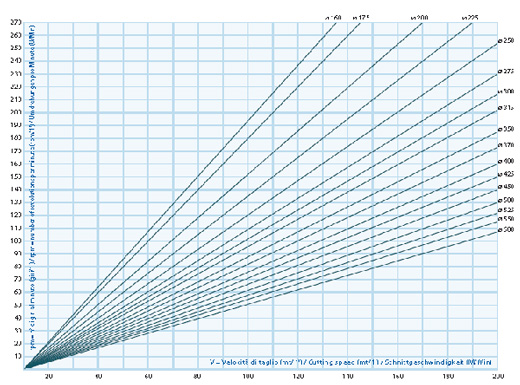
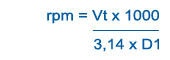
In order to find the correct working parameters for each single application, the user normally has to carry out numerous careful comparative checks. The factors to be considered (material, machine, tool etc) directly determine the result. Our engineers, attentive to our customers? requirements, have created very sophisticated software which analyzes all this data simultaneously and allows us to considerably reduce the optimization time during the various applications. Our engineers can recommend the best cutting parameters for each single application. The following formula and graphs indicate how to calculate the cutting speed, number of revolutions and feed rate.
V = Cutting speed (mt/1?)
D1 = Saw blade diameter (mm)
Av = Feed rate (mm/1?)
Avz = Feed rate per tooth (mm/Z)
Z = Number of teeth
Rpm = Number of revolutions/minute
Formula:
Rpm V x 1000
-------------------
D1 x 3,14
Av = Avz x Z x rpm
Once the material and the section to be cut have been identified, the pitch must be chosen. The correct pitch will prevent dangerous vibration and guarantee correct chip evacuation. The following data are approximate. Our engineers can advise on the most appropriate pitch for each specific application (stationary cut, flying cut, transfer) and the materials to be cut.
| Material | V (mt/1?) | AVZ (mm/Z) |
| Steel < 500 N/mm (C10, C15, St37, St44) | 30-40 | 0,04-0,08 |
| Steel < 800 N/mm (C40, C60, 15Cr3, 16MnCr5, 26CrMo4) | 25-35 | 0,03-0,07 |
| Steel < 1200 N/mm (38NCD4, 14NiCr14, 40CrMnMo7) | 15-25 | 0,02-0,06 |
| Stainless steel | 15-25 | 0,02-0,06 |
| Cast iron | 20-30 | 0,03-0,05 |
| Titanium | 12-15 | 0,02-0,05 |
| Brass | 400-600 | 0,05-0,07 |
| Copper | 200-400 | 0,05-0,07 |
| Bronze | 200-400 | 0,05-0,07 |
| Aluminium | 500-700 | 0,06-0,08 |
|
|
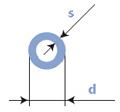
||||
| d | d | T | s | T |
| ≤ 20 mm | ≤ 1,0 mm | 3 | > 1 mm | 4 |
| ≤ 30 mm | ≤ 1,5 mm | 5 | > 1,5 mm | 5,5 |
| ≤ 40 mm | ≤ 2,0 mm | 6 | > 2 mm | 7 |
| ≤ 50 mm | ≤ 4,0 mm | 6 | > 4 mm | 7 |
| ≤ 60 mm | ≤ 4,0 mm | 7 | > 4 mm | 8 |
| ≤ 70 mm | ≤ 3,0 mm | 7 | > 3 mm | 8 |
| ≤ 80 mm | ≤ 4,0 mm | 8 | > 4 mm | 10 |
| ≤ 90 mm | ≤ 4,0 mm | 8 | > 4 mm | 10 |
| ≤ 100 mm | ≤ 7,0 mm | 10 | > 7 mm | 12 |
| ≤ 120 mm | ≤ 5,0 mm | 10 | > 5 mm | 12 |
| ≤ 140 mm | ≤ 4,0 mm | 10 | > 4 mm | 12 |
 |
 |
|
|
Avz < 0,08 mm/Z | Avz > 0,08 mm/Z |
| ≤ 20 mm | 5,5 | |
| ≤ 30 mm | 7 | |
| ≤ 40 mm | 8 | |
| ≤ 50 mm | 9 | |
| ≤ 60 mm | 10 | 12 |
| ≤ 70 mm | 11 | 12 |
| ≤ 80 mm | 12 | 14 |
| ≤ 90 mm | 12 | 14 |
| ≤ 100 mm | 14 | 16 |
| ≤ 120 mm | 14 | 16 |
| ≤ 140 mm | 16 | 18 |
In the following charts we have highlighted the working parameters (cutting speed and feed rate) which our engineers recommend when cutting solid materials or pipes.
| STEEL ≤ 500 N/mm2 INOX | STEEL ≤ 800 N/mm2 INOX | STEEL ≤ 1200 N/mm2 INOX | |||||
| D1 350 x 2,5 |
|
|
|
|
|
|
|
| v = 75 m/min. | v = 50 m/min. | v = 35 m/min. | v = 25 m/min. | v = 18 m/min. | v = 12 m/min. | ||
| Avz = 0,06 mm/Z | Avz = 0,06 mm/Z | Avz = 0,06 mm/Z | |||||
| T | Z | Av = mm/min | Av = mm/min | Av = mm/min | Av = mm/min | Av = mm/min | Av = mm/min |
| 3 | 350 | 1428 | - | 670 | 290 | 190 | |
| 4 | 280 | 1140 | 765 | 535 | 380 | 230 | 150 |
| 5 | 220 | 600 | 600 | 420 | 300 | 180 | 120 |
| 6 | 180 | 735 | 490 | 345 | 245 | 147 | 98 |
| 7 | 160 | 650 | 435 | 305 | 220 | 130 | 87 |
| 8 | 140 | 570 | 380 | 265 | 190 | 115 | 75 |
| 9 | 120 | 490 | 330 | 230 | 165 | 100 | 65 |
| 10 | 110 | 450 | 330 | 210 | 150 | 90 | 60 |
| 12 | 90 | 365 | 245 | 170 | 120 | 74 | 50 |
| 14 | 80 | 325 | 220 | 150 | 110 | 66 | 45 |
| 16 | 70 | 285 | 190 | 95 | 57 | 38 | |
| 18 | 60 | - | 165 | 80 | 50 | 33 | |
| BRASS | BRONZE / COOPER | ALUMINIUM | |||||
| D1 350 x 2,5 |
|
|
|
|
|
|
|
| v = 600 m/min. | v = 400 m/min. | v = 400 m/min. | v = 200 m/min. | v = 800 m/min. | v = 500 m/min. | ||
| Avz = 0,06 mm/Z | Avz = 0,06 mm/Z | Avz = 0,06 mm/Z | |||||
| T | Z | Av = mm/min | Av = mm/min | Av = mm/min | Av = mm/min | Av = mm/min | Av = mm/min |
| 3 | 350 | 9100 | 6000 | 13300 | |||
| 4 | 280 | 7300 | 4800 | 10600 | |||
| 5 | 220 | 6100 | 4000 | 4000 | 2000 | 8350 | 5940 |
| 6 | 180 | 4800 | 3200 | 3200 | 1600 | 6840 | 4860 |
| 7 | 160 | 4200 | 2800 | 2800 | 1400 | 6080 | 4320 |
| 8 | 140 | 3600 | 2400 | 2400 | 1200 | 5320 | 3780 |
| 9 | 120 | 3300 | 2200 | 2200 | 1100 | 4560 | 3240 |
| 10 | 110 | 3000 | 2000 | 2000 | 1000 | 4180 | 2970 |
| 12 | 90 | 2400 | 1600 | 1600 | 800 | 3420 | 2430 |
| 14 | 80 | 1400 | 700 | 2160 | |||
| 16 | 70 | 1200 | 600 | 1890 | |||
| 18 | 60 | 1100 | 550 | 1620 | |||
| The cutting speed (Vt) is expressed in revolutions per minute and represents the speed of the tooth against the piece being cut; cutting speed does not directly influence cutting time. |
 |
| Cutting speed (rpm) is expressed in revolutions per minute and represents the disc rotating speed around its own axis; it can be determined by a rev counter, or obtained with the following formula. |
 |
| The feed rate (Av) is expressed in millimetres per minute and represents the feeding speed of the saw while it breaks into the piece being cut. This figure is directly proportional to the cutting time: the higher the feed rate, the lower the contact time. |
 |
| MM | INCHES | MM | INCHES | MM | INCHES | MM | INCHES |
| .1 | .0039 | 20 | .7872 | 48 | 1.8898 | 76 | 2.9921 |
| .2 | .0079 | 21 | .8268 | 49 | 1.9291 | 77 | 3.0315 |
| .3 | .0118 | 22 | .8661 | 50 | 1.9685 | 78 | 3.0709 |
| .4 | .0157 | 23 | .9055 | 51 | 2.0079 | 79 | 3.1102 |
| .5 | .0197 | 24 | .9449 | 52 | 2.0472 | 80 | 3.1496 |
| .6 | .0236 | 25 | .9843 | 53 | 2.0866 | 81 | 3.1890 |
| .7 | .0276 | 26 | 1.0236 | 54 | 2.1260 | 82 | 3.2284 |
| .8 | .0315 | 27 | 1.0630 | 55 | 2.1654 | 83 | 3.2677 |
| .9 | .0354 | 28 | 1.1024 | 56 | 2.2047 | 84 | 3.3071 |
| 1 | .0394 | 29 | 1.1417 | 57 | 2.2441 | 85 | 3.3465 |
| 2 | .0787 | 30 | 1.1811 | 58 | 2.2835 | 86 | 3.3858 |
| 3 | .1181 | 31 | 1.2205 | 59 | 2.3228 | 87 | 3.4252 |
| 4 | .1575 | 32 | 1.2598 | 60 | 2.3622 | 88 | 3.4646 |
| 5 | .1969 | 33 | 1.2992 | 61 | 2.4016 | 89 | 3.5039 |
| 6 | .2362 | 34 | 1.3386 | 62 | 2.4410 | 90 | 3.5433 |
| 7 | .2756 | 35 | 1.3780 | 63 | 2.4803 | 91 | 3.5827 |
| 8 | .3150 | 36 | 1.4173 | 64 | 2.5197 | 92 | 3.6221 |
| 9 | .3543 | 37 | 1.4567 | 65 | 2.5591 | 93 | 3.6614 |
| 10 | .3937 | 38 | 1.4961 | 66 | 2.5984 | 94 | 3.7008 |
| 11 | .4331 | 39 | 1.5354 | 67 | 2.6378 | 95 | 3.7402 |
| 12 | .4724 | 40 | 1.5748 | 68 | 2.6772 | 96 | 3.7795 |
| 13 | .5118 | 41 | 1.6142 | 69 | 2.7165 | 97 | 3.8189 |
| 14 | .5512 | 42 | 1.6535 | 70 | 2.7559 | 98 | 3.8583 |
| 15 | .5906 | 43 | 1.6929 | 71 | 2.7953 | 99 | 3.8976 |
| 16 | .6299 | 44 | 1.7323 | 72 | 2.8347 | 100 | 3.9370 |
| 17 | .6693 | 45 | 1.7717 | 73 | 2.8740 | ||
| 18 | .7087 | 46 | 1.8110 | 74 | 2.9134 | ||
| 19 | .7480 | 47 | 1.8504 | 75 | 2.9528 |
| SAW BORE A INCHES | NOMINAL SIZE (SQUARE) INCHES | WIDTH (C) | DEPTH PLUS DIAMETER (D) | NOMINAL DEPTH (H) | CORN RADIUS | ||
| MAXIMUM | MINIMUM | MAXIMUM | MINIMUM | ||||
| 1/2" | 3/32" | .106" | .099" | .5678" | .5578" | 3/64" | .020" |
| 5/8 | 1/8 | .137 | .130 | .7085 | .6985 | 1/16 | 1/32 |
| 3/4 | 1/8 | .137 | .130 | .8325 | .8225 | 1/16 | 1/32 |
| 7/8 | 1/8 | .137 | .130 | .9575 | .9475 | 1/16 | 1/32 |
| 1 | 1/4 | .262 | .255 | 1.1140 | 1.1040 | 3/32 | 3/64 |
| 1 1/4 | 5/16 | .325 | .318 | 1.3950 | 1.3850 | 1/8 | 1/16 |
| 1 1/2 | 3/8 | .410 | .385 | 1.6760 | 1.6660 | 5/32 | 1/16 |
| 1 3/4 | 7/16 | .473 | .448 | 1.9580 | 1.9480 | 3/16 | 1/16 |
| 2 | 1/2 | .535 | .510 | 2.2080 | 2.1980 | 3/16 | 1/16 |
| 2 1/2 | 5/8 | .660 | .635 | 2.7430 | 2.7330 | 7/32 | 1/16 |
| 3 | 3/4 | .785 | .760 | 3.2750 | 3.2650 | 1/4 | 3/32 |
| 3 1/2 | 7/8 | .910 | .885 | 3.9000 | 3.8900 | 3/8 | 3/32 |
| 4 | 1 | 1.035 | 1.011 | 4.4000 | 4.3900 | 3/8 | 3/32 |
| 4 1/2 | 1 1/8 | 1.160 | 1.135 | 4.9630 | 4.9530 | 7/16 | 1/8 |
| 5 | 1 1/4 | 1.285 | 1.260 | 5.5250 | 5.5150 | 1/2 | 1/8 |
high speed steels normally available are M-2, M-42, D- 2, T-15 and 440C stainless. In addition, other specialty steels may be quoted upon request.
any diameter saw blade or circular product between the range of 1/2" to 10" within manufacturing capabilities. Metric sizes also available within these ranges.
thicknesses as low as .003 in certain styles. Dimensional tolerances as close as + or - .0001 depending on outside diameter and thickness.
state-of-the-art grinding machines provide us with the capability of supplying blades between 50 and 2.2 TPI (teeth per inch) with a ground tooth form. Blades with pitches coarser than 2.2 TPI can be supplied with a milled tooth form.
tooth styles are listed below for your convenience. Please check to confirm that we can manufacture desired tooth style with the type of circular product requested.
when requesting quotations or ordering special saw blades, please provide the following information:
* Blades will be furnished with a standard tooth design unless otherwise specified. GSP- High Tech Saws, s.r.o. supplies on a regular basis high speed steel blanks for manufacturers who opt to put in their own teeth. GSP- High Tech Saws, s.r.o. welcomes other saw manufacturers? requests for any products we manufacture.
| Material | Steel up to 500 N/mm2 | Steel up to 800 N/mm2 | Steel up to 1200 N/mm2 | Stainless steels | Cast Irons | Light metals | Copper and Bronze | Brass |
| Solid material diameter (mm) | Tooth pitch T (mm) | |||||||
| 10 - 20 | 8 | 6 | 5 | 5 | 5 | 8 | 6 | 8 |
| 20 - 40 | 10 | 8 | 6 | 6 | 6 | 10 | 8 | 10 |
| 40 - 60 | 12 | 10 | 8 | 8 | 8 | 12 | 10 | 12 |
| 60 - 90 | 15 | 13 | 10 | 11 | 11 | 16 | 13 | 14 |
| 90 - 110 | 18 | 16 | 12 | 14 | 14 | 18 | 16 | 18 |
| 130 - 150 | 25 | 20 | 16 | 18 | 18 | 25 | 20 | 22 |
| Pipes and profiles Wall thickness (mm) | Tooth pitch T (mm) | |||||||
| < 1 | 3 | 3 | 3 | 3 | - | 4 | 4 | 4 |
| 1 - 1,5 | 4 | 4 | 3 | 4 | - | 5 | 5 | 5 |
| 1,5 - 2 | 5 | 4 | 4 | 5 | - | 6 | 6 | 6 |
| 2 - 3 | 6 | 5 | 5 | 5 | - | 7 | 7 | 7 |
| > 7 | 7 | 6 | 5 | 6 | - | 8 | 8 | 8 |
| Cutting data | Recommended number of teeth | |||
| Material | Speed m/min | Good | Bad | |
| Steel <700 N/mm2 | 80 - 160 |
 |
||
| Steel >700 N/mm2 | 50 - 120 | |||
| Stainlesss teel | 50 – 100 | |||
| Titrnium | 30 - 70 | |||
| Aluminium | 80 - 300 | |||
| Copper | 70 - 200 | |||
| Brass | 100 - 300 | |||
| Gold | 80 - 250 | |||
|
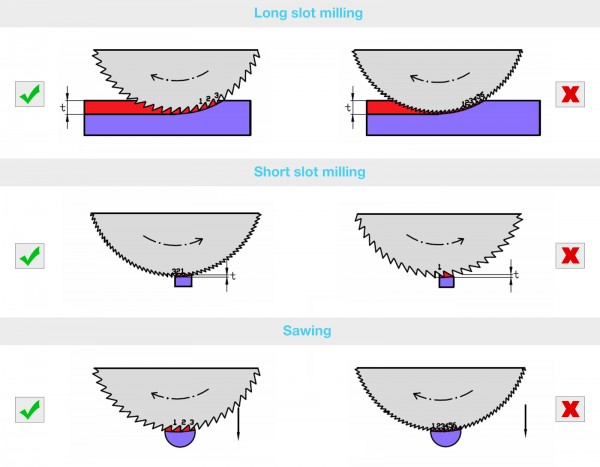
Ideally 2 – 3 teeth in contact Too many teeth:
Not enought teeth:
|
||||
| Recommended velocity (round per minute) | ||||||||
| Stainless steel | Cast iron or Steel over 1000 N/mm2 | Steel 550-800 N/mm2 | Ebonite, Welded pipes or Steel 450-500 N/mm2 | Non welded pipes | Cooper | Messing | Aluminium | |
|
Diameter of saw blade |
rpm | rpm | rpm | rpm | rpm | rpm | rpm | rpm |
| 20 mm | 318 | 637 | 796 | 955 | 1114 | 2387 | 3183 | 6366 |
| 25 mm | 255 | 509 | 637 | 764 | 891 | 1910 | 2546 | 5096 |
| 32 mm | 199 | 398 | 497 | 597 | 696 | 1492 | 1989 | 3979 |
| 40 mm | 159 | 318 | 398 | 477 | 557 | 1194 | 1592 | 3183 |
| 50 mm | 127 | 255 | 318 | 382 | 446 | 955 | 1273 | 2546 |
| 63 mm | 101 | 202 | 253 | 303 | 354 | 758 | 1011 | 2021 |
| 80 mm | 80 | 159 | 199 | 239 | 279 | 597 | 796 | 1592 |
| 100 mm | 64 | 127 | 159 | 191 | 223 | 477 | 637 | 1273 |
| 125 mm | 51 | 102 | 127 | 153 | 178 | 382 | 509 | 1019 |
| 160 mm | 40 | 80 | 99 | 119 | 139 | 298 | 398 | 796 |
| 200 mm | 32 | 64 | 80 | 95 | 111 | 239 | 318 | 637 |
| 250 mm | 25 | 51 | 64 | 76 | 89 | 191 | 255 | 509 |
| 315 mm | 20 | 40 | 51 | 61 | 71 | 152 | 202 | 404 |
| Surface Roughness | |||||
| Ra | Rz ISO | Ra Inch | Ry | N | DIN 3141 |
| 0,025 | 0,4 | 1 | 0,63 | N1 | VVVV |
| 0,05 | 0,63 | 2 | 1 | N2 | VVVV |
| 0,1 | 1 | 4 | 1,6 | N3 | VVVV |
| 0,2 | 2,5 | 8 | 4 | N4 | VVV |
| 0,4 | 4 | 16 | 6,3 | N5 | VVV |
| 0,8 | 6,3 | 32 | 10 | N6 | VVV |
| 1,6 | 10 | 63 | 16 | N7 | VVV |
| 16 | 25 | ||||
| 3,2 | 16 | 125 | 25 | N8 | VV |
| 25 | 40 | ||||
| 6,3 | 25 | 250 | - | N9 | VV |
| 40 | |||||
| 63 | V | ||||
| 12,5 | 63 | 500 | - | N10 | V |
| 100 | |||||
| 25 | 100 | 1000 | - | N11 | V |
| 100 | |||||
| 50 | 250 | 2000 | - | N12 | V |
| Tolerances for inside diameter and outside diameter of circular saw blades | |||
| Inside Diameter (mm) | Tolerance H6 | Tolerance H7 | Tolerance H8 |
| 1 mm till 3 mm | +6
0 |
+10
0 |
+14
0 |
| 3 mm till 6 mm | +8
0 |
+12
0 |
+18
0 |
| 6 mm till 10 mm | +9
0 |
+15
0 |
+22
0 |
| 10 mm till 18 mm | +11
0 |
+18
0 |
+27
0 |
| 18 mm till 30 mm | +13
0 |
+21
0 |
+33
0 |
| 30 mm till 50 mm | +16
0 |
+25
0 |
+39
0 |
| 50 mm till 80 mm | +19
0 |
+30
0 |
+46
0 |
| 80 mm till 120 mm | +22
0 |
+35
0 |
+54
0 |
| 120 mm till 180 mm | +25
0 |
+40
0 |
+63
0 |
| Tolerances for outside diameter of saw blades | ||
| Outside Diameter (mm) | Tolerance JS 15 | Tolerance JS 16 |
| 1 mm till 3 mm | ± 0,2 | ± 0,3 |
| 3 mm till 6 mm | ± 0,24 | ± 0,375 |
| 6 mm till 10 mm | ± 0,29 | ± 0,45 |
| 10 mm till 18 mm | ± 0,35 | ± 0,505 |
| 18 mm till 30 mm | ± 0,42 | ± 0,65 |
| 30 mm till 50 mm | ± 0,5 | ± 0,8 |
| 50 mm till 80 mm | ± 0,6 | ± 0,95 |
| 80 mm till 120 mm | ± 0,7 | ± 1,1 |
| 120 mm till 180 mm | ± 0,8 | ± 1,25 |
| 180 mm till 250 mm | ± 0,925 | ± 1,45 |
| 250 mm till 315 mm | ± 1,05 | ± 1,6 |
| 315 mm till 400 mm | ± 1,15 | ± 1,8 |
| 400 mm till 500 mm | ± 1,25 | ± 2 |
|
Steel grade
|
C | Cr | W | V | Co | Mo | N | Nb |
|
Standard Performance HSS
|
||||||||
| P18 |
0,73-0,83 |
3,8-4,4 |
17,0-18,5 |
1,0-1,4 |
< 0,5 |
< 1,0 |
– | – |
| P9 |
0,85-0,95 |
3,8-4,4 |
8,5-9,5 |
2,3-2,7 |
< 0,5 |
< 1,0 |
– | – |
| P6M5 |
0,82-0,9 |
3,8-4,4 |
5,5-6,5 |
1,7-2,1 |
< 0,5 |
4,8-5,3 |
– | – |
|
11Р3АМ3Ф2
|
1,02-1,12 |
3,8-4,3 |
2,5-3,3 |
2,3-2,7 |
< 0,5 |
2,5-3,0 |
0,05-0,1 |
0,05-0,2 |
|
Higher Performance HSS
|
||||||||
|
Р6М5Ф3
|
0,95-1,05 |
3,8-4,3 |
5,7-6,7 |
2,3-2,7 |
< 0,5 |
4,8–5,3 |
– | – |
|
Р12Ф3
|
0,95-1,05 |
3,8-4,3 |
12-13 |
2,5-3 |
< 0,5 |
< 1,00 |
– | – |
|
Р18К5Ф2
|
0,85-0,95 |
3,8-4,4 |
17-18,5 |
1,8-2,2 |
4,7-5,2 |
< 1,00 |
– | – |
|
Р9К5
|
0,90-1 |
3,8-4,4 |
9-10 |
2,3-2,7 |
5-6 |
< 1,00 |
– | – |
|
Р6М5К5
|
0,84-0,92 |
3,8-4,3 |
5,7-6,7 |
1,7-2,1 |
4,7-5,2 |
4,8-5,3 |
– | – |
|
The Highest Performance HSS |
||||||||
|
Р9М4К8
|
1,00-1,1 |
3,0-3,6 |
8,5-9,5 |
2,3-2,7 |
7,5-8,5 |
3,8-4,3 |
– | – |
|
Р2АМ9К5
|
1,0-1,1 | 3,8-4,4 | 1,5-2 | 1,7-2,1 | 4,7-5,2 | 8-9 | 0,05-0,10 | 0,1-0,3 |
|
В11М7К23*
|
0,05-0,15 | <0,5 | 10,5-12,5 | 0,4-0,8 | 22,5-24 | 7-8 | - | - |
|
В4М12К23*
|
0,05-0,15 | <0,5 | 3,8-4,4 | 0,4-0,8 | 22,5-24 | 12-12 | - | - |








































